

18918891393

上海三優深圳顯控產品聯合展示平臺





一 系統概述
木工機械仿形機可生產一個一模一樣的產品,只須普工操作,生產快捷質量標準,只要將材料裝機后機器自動完成車削工序,主要由送料推臺裝置、普通電機、以及部分動作氣缸組成。
系統構成:主機采用顯控EA-043A屏,FGS-16MT-A的PLC。
系統框圖:
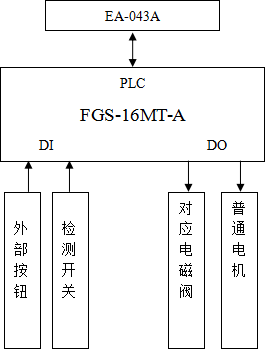
二 系統配置
1.系統電源:外部220VAC電源,通過開關電源轉為24VDC電源控制弱電控制系統;
2.觸摸屏:采用顯控EA043A觸摸控制;
3.PLC:顯控FGS-16MT-A晶體管型PLC;
輸入:8路數字量輸入:外部按鈕開關及傳感器檢測信號;
輸出:6路晶體管輸出。
三 工藝說明
系統:
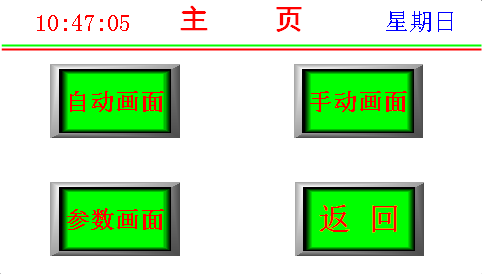
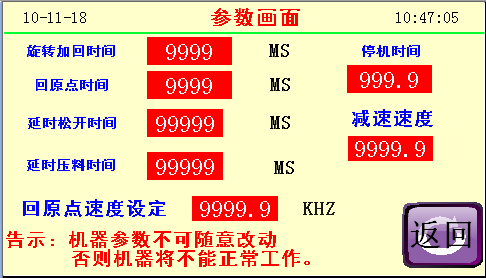
分為手動/自動操作,設定好相應的參數,便可進行相應功能的切換。
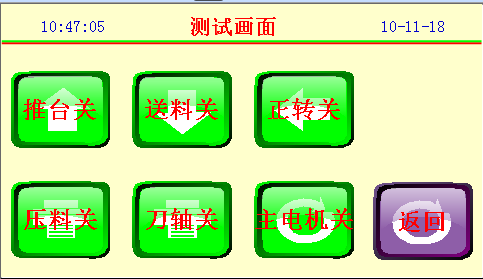
手動: 可分別進行各類氣缸的手動操作以及電機開關。
自動:自動動作分為單次和循環。
動作運行流程:
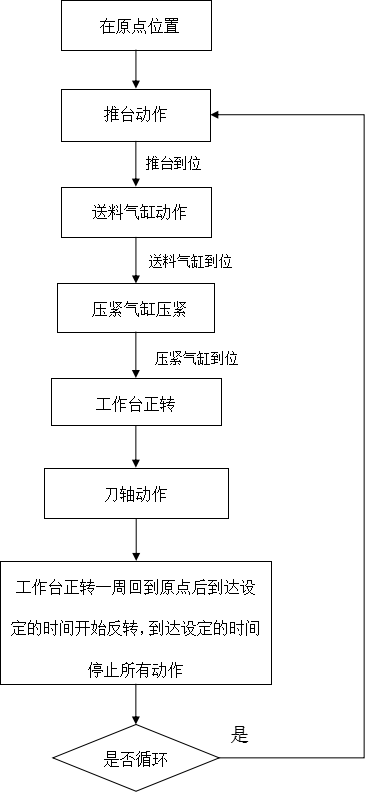
啟動前需先回原點。檢測到在原點,點擊啟動按鈕,推臺往前動作,推臺到位后,送料氣缸把物料送工作臺上,檢測到位后,壓料氣缸把物料壓緊。同時正轉電機啟動,帶動工作臺旋轉。檢測到壓緊下限位,刀軸氣缸動作。工作臺旋轉一周回到原點信號處后延時設定的時間T1后,停頓設定的時間T2后反轉,回到原點信號處停止工作。(工作臺旋轉過程中檢測到變頻器慢速信號X6會減速)一套流程完成。
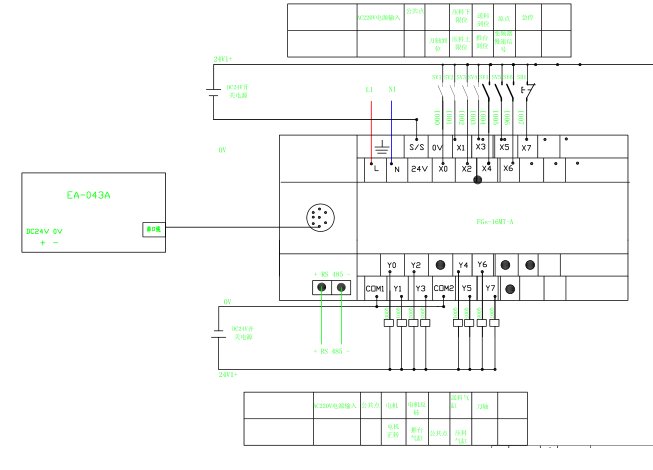
四 PLC接線圖
五 HMI控制畫面

六 工作流程圖


掃一掃 / 關注我們
電話:86-021-63815918 63816199 63807561 63807900
手機:18918891393(微信同號)
版權所有:Copyright ? 2009-2016 www.samkoon.net.cn All rights reserved
